简体中文
简体中文 English
English русский
русский Español
Español Français
Français عربى
عربى Português
Português 日本語
日本語 italiano
italiano Nederlands
Nederlands Polskie
Polskie
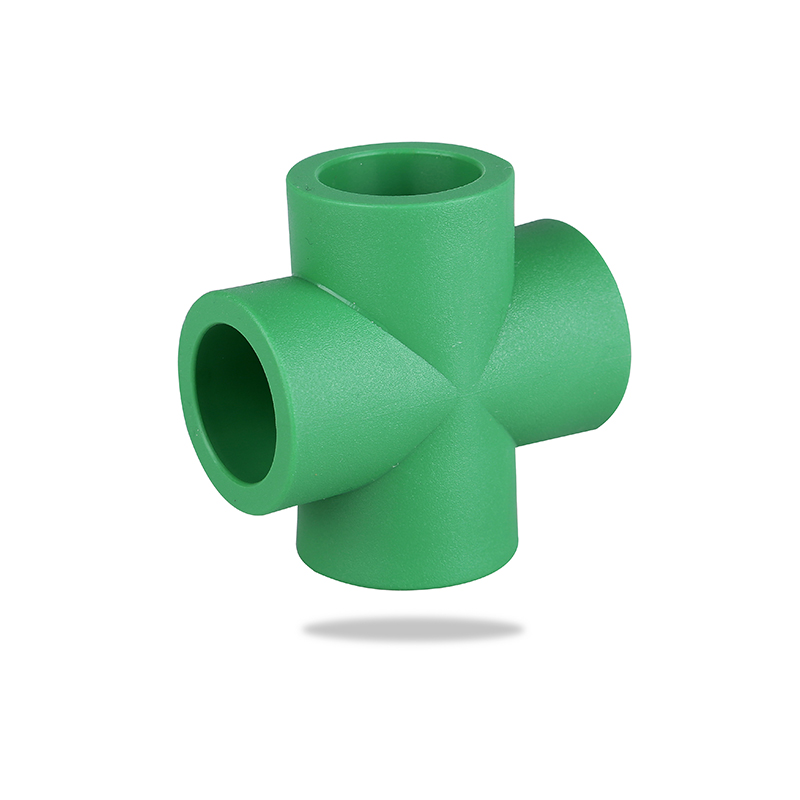
Proces produkcji krzyżówek PPR (Polypropylene Random Copolymer) obejmuje kilka krytycznych etapów, które zapewniają stałą jakość i niezawodność. Krzyże PPR są kluczowymi elementami systemów wodno-kanalizacyjnych i rurociągowych, a utrzymanie ich jakości jest niezbędne do zapobiegania wyciekom, zapewnienia trwałości i zapewnienia niezawodnej pracy w czasie. Oto przegląd tego, w jaki sposób proces produkcyjny zapewnia te cechy:
Wybór materiału: Jakość krzyżówek PPR rozpoczyna się od wyboru wysokiej jakości żywicy polipropylenowego kopolimeru losowego (PPR). Żywica ta powinna mieć odpowiednią strukturę molekularną i wskaźnik szybkości płynięcia, aby zapewnić pożądane właściwości mechaniczne, takie jak wysoka odporność na uderzenia, elastyczność i odporność chemiczna. Dodatki i stabilizatory: Aby zwiększyć wydajność krzyżówek PPR, surowiec można zmieszać z dodatkami, takimi jak stabilizatory UV, przeciwutleniacze i barwniki. Dodatki te pomagają zapobiegać degradacji spowodowanej ekspozycją na promieniowanie UV, utlenianiem termicznym i innymi czynnikami środowiskowymi, zapewniając stałą jakość i trwałość.
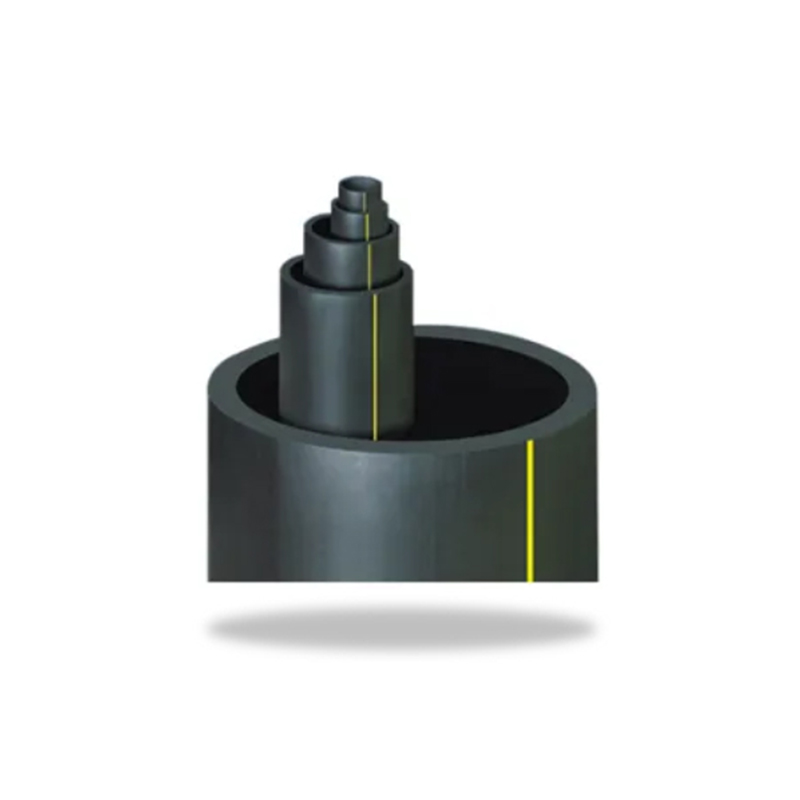
Formowanie wtryskowe: Krzyże PPR są zwykle produkowane przy użyciu procesu formowania wtryskowego, który jest bardzo precyzyjny i umożliwia wytwarzanie złożonych kształtów o ścisłych tolerancjach. Proces polega na podgrzaniu żywicy PPR do stanu stopionego, a następnie wstrzyknięciu jej do wnęki formy zaprojektowanej w kształcie złączki poprzecznej. Kontrolowane warunki formowania: Kluczowe parametry, takie jak temperatura, ciśnienie i czas chłodzenia, są dokładnie kontrolowane podczas formowania wtryskowego, aby zapewnić stałą grubość ścianki, gładkie powierzchnie i równomierne rozmieszczenie materiału. Właściwa kontrola tych parametrów minimalizuje wady, takie jak odkształcenie, skurcz lub naprężenia wewnętrzne, które mogą mieć negatywny wpływ na jakość okucia. Systemy automatyczne: Nowoczesne wtryskarki często wykorzystują zautomatyzowane systemy, które utrzymują spójne warunki przez cały okres produkcji. Automatyzacja pomaga ograniczyć liczbę błędów ludzkich i gwarantuje, że każda partia spełnia te same wysokie standardy.
Precyzyjna konstrukcja formy: Konstrukcja i jakość formy odgrywają kluczową rolę w produkcji krzyżyków PPR o spójnych wymiarach i właściwościach. Formy są produkowane z dużą precyzją, co gwarantuje, że każda złączka poprzeczna ma ten sam kształt, rozmiar i grubość ścianki. Regularna konserwacja form: Formy są regularnie sprawdzane i konserwowane, aby zapobiec defektom, takim jak zadziory, błyski lub niewspółosiowość. Właściwa pielęgnacja formy zapewnia, że wykończenie powierzchni złączek pozostaje gładkie i wolne od niedoskonałości, co ma kluczowe znaczenie dla niezawodnego uszczelnienia i integralności złącza.
Kontrola jakości w trakcie procesu (IPQC): Podczas produkcji na różnych etapach przeprowadzane są kontrole jakości w celu monitorowania spójności krzyżyków PPR. Kontrole te mogą obejmować kontrole wizualne, pomiary wymiarowe i kontrole masy w celu zapewnienia zgodności ze specyfikacjami. Badanie ciśnienia hydrostatycznego: Po uformowaniu krzyże PPR poddawane są badaniu ciśnienia hydrostatycznego, aby upewnić się, że wytrzymują ciśnienie znamionowe bez wycieków lub awarii. Test ten symuluje warunki rzeczywiste i pomaga zidentyfikować wszelkie słabe punkty lub defekty. Testy odporności na uderzenia i wytrzymałości na zginanie: Krzyże PPR są testowane pod kątem odporności na uderzenia i wytrzymałości na zginanie, aby upewnić się, że są w stanie wytrzymać naprężenia mechaniczne i zmiany ciśnienia. Testy te pomagają zagwarantować, że okucia będą działać niezawodnie w różnych zastosowaniach.
Testy cykli termicznych: Krzyże PPR mogą być poddawane testom cykli termicznych, podczas których są wielokrotnie wystawiane na działanie ekstremalnych temperatur w celu oceny ich odporności na rozszerzalność cieplną i skurcz. Zapewnia to, że okucia nie pękają ani nie odkształcają się pod wpływem wahań temperatury. Odporność na pękanie naprężeniowe: Odporność materiału PPR na pękanie naprężeniowe w środowisku jest testowana, aby upewnić się, że pozostaje on nienaruszony przy różnych obciążeniach i warunkach środowiskowych. Projektowanie wspomagane komputerowo (CAD) i produkcja wspomagana komputerowo (CAM): Technologie CAD i CAM służą do projektowania form i optymalizacji procesu produkcyjnego. Zapewnia to, że armatura jest produkowana z dużą precyzją, zmniejszając zmienność i wady. Automatyzacja robotyczna i spójna kontrola procesów: Automatyzacja robotyczna i monitorowanie procesów w czasie rzeczywistym zapewniają spójną jakość produkcji. Zautomatyzowane systemy dostosowują parametry, takie jak prędkość wtrysku, ciśnienie i czas chłodzenia, aby zachować jednorodność i zapobiec defektom.
Proces produkcji krzyżówek PPR obejmuje staranny dobór wysokiej jakości surowców, precyzyjne formowanie wtryskowe, rygorystyczną kontrolę jakości i zaawansowane technologie produkcyjne. Przestrzegając tych procesów i norm, producenci dbają o to, aby krzyże PPR były niezawodne, trwałe i spójne pod względem jakości, spełniając potrzeby różnych zastosowań hydraulicznych i rurociągowych.