简体中文
简体中文 English
English русский
русский Español
Español Français
Français عربى
عربى Português
Português 日本語
日本語 italiano
italiano Nederlands
Nederlands Polskie
Polskie
Content
- 1 Zrozumienie sprzęgieł PPR i ich zasadniczej roli
- 2 Rodzaje i odmiany sprzęgieł PPR
- 3 Prawidłowe techniki montażu łączników PPR
- 4 Specyfikacje techniczne i standardy wydajności
- 5 Typowe błędy instalacyjne i zapobieganie
- 6 Kryteria wyboru dla różnych zastosowań
- 7 Ocena jakości i weryfikacja produktu
- 8 Względy kosztów i analiza ekonomiczna
- 9 Rozwiązywanie problemów i rozwiązania naprawcze
Zrozumienie sprzęgieł PPR i ich zasadniczej roli
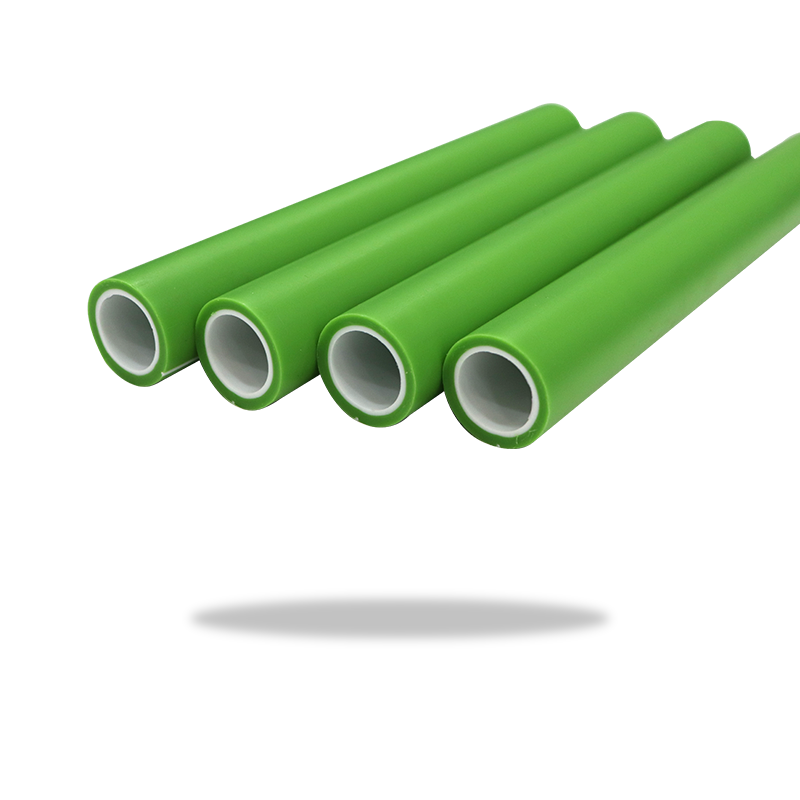
A sprzęgło PPR to wyspecjalizowana złączka używana do łączenia dwóch odcinków rury z kopolimeru statystycznego polipropylenu (PPR) w linii prostej poprzez zgrzewanie. Ten podstawowy element służy jako podstawowa metoda łączenia przy przedłużaniu odcinków rur i tworzeniu szczelnych połączeń zarówno w systemach dystrybucji ciepłej, jak i zimnej wody. Złączki PPR są produkowane z tego samego materiału kopolimeru statystycznego, co same rury, co zapewnia kompatybilność termiczną i równomierną charakterystykę rozszerzalności w całym systemie.
Konstrukcja złącza obejmuje kielich na każdym końcu o precyzyjnie obrobionych wymiarach wewnętrznych, które uwzględniają zewnętrzną średnicę rury. Podczas montażu oba końce rur i kielichy są jednocześnie podgrzewane 260±10°C, następnie łączono pod ciśnieniem w celu wytworzenia wiązania molekularnego mocniejszy niż sam materiał rury. Ten proces zgrzewania eliminuje potrzebę stosowania klejów, uszczelniaczy lub elementów złącznych mechanicznych, co skutkuje trwale uszczelnionym połączeniem, które utrzymuje pełne ciśnienie znamionowe systemu.
Złącza PPR są dostępne w średnicach od 20 mm do 110 mm, co odpowiada standardowym wymiarom rur. Zachowują tę samą klasę ciśnieniową (PN10, PN16, PN20 lub PN25), co łączone przez nie rury, zapewniając spójne działanie w całym systemie. Składnik stanowi ok 15-25% całkowitych wymagań montażowych w typowych instalacjach wodno-kanalizacyjnych, co czyni go najczęściej stosowanym typem kształtki PPR.
Rodzaje i odmiany sprzęgieł PPR
Różne konfiguracje łączników odpowiadają konkretnym wymaganiom instalacyjnym i projektom systemów:
Standardowe złącza gniazdowe
Najpopularniejszy typ posiada dwie identyczne mufy do łączenia rur o tej samej średnicy. Złącza te mają zwartą długość około 1,5-2-krotność średnicy rury , minimalizując przestrzeń wymaganą do połączeń. Standardowe łączniki nadają się zarówno do instalacji odsłoniętych, jak i ukrytych, gdzie potrzebne są proste przedłużenia rur bez zmian kierunku.
Złącza redukcyjne
Te specjalistyczne złączki łączą rury o różnych średnicach, wyposażone w kielichy o dwóch różnych rozmiarach. Złączki redukcyjne eliminują potrzebę stosowania oddzielnych złączek redukcyjnych i dodatkowych złączy, usprawniając instalacje tam, gdzie występują zmiany rozmiaru rur. Typowe kombinacje rozmiarów obejmują 32 mm do 25 mm, 25 mm do 20 mm i 40 mm do 32 mm. Stosowanie złączek redukcyjnych zamiast wielu złączek skraca czas montażu o około 30% i zmniejsza potencjalne punkty nieszczelności.
Złącza gwintowane
Złącza PPR ze zintegrowanymi gwintami metalowymi zapewniają połączenia przejściowe ze sprzętem, zaworami lub osprzętem z połączeniami gwintowanymi. Jeden koniec wyposażony jest w standardowe gniazdo PPR do zgrzewania, podczas gdy drugi zawiera gwint z mosiądzu lub stali nierdzewnej (zwykle 1/2", 3/4" lub 1" NPT lub BSP). Metalowa wkładka jest formowana w korpusie PPR podczas produkcji, tworząc trwałe połączenie mechaniczne. Te łączniki przejściowe są niezbędne tam, gdzie systemy PPR łączą się z konwencjonalnymi elementami hydraulicznymi, z wkłady mosiężne przystosowane do ciśnień do 2,5 MPa w temperaturze 20°C .
Naprawa sprzęgieł
Złącza o zwiększonej długości przeznaczone do prac naprawczych posiadają głębsze kielichy lub mechanizmy przesuwne, które umożliwiają połączenie z istniejącymi rurami bez konieczności obracania rury. Te specjalistyczne złączki okazują się nieocenione przy wymianie uszkodzonych sekcji w ciasnych przestrzeniach lub gdy rur nie można obrócić ze względu na ograniczoną przestrzeń. Sprzęgła naprawcze zazwyczaj mierzą 2,5-3 razy większa od standardowej długości złącza aby uwzględnić dodatkową głębokość kielicha wymaganą w tym zastosowaniu.
| Typ sprzęgła | Aplikacja podstawowa | Kluczowa funkcja | Kontekst instalacji |
|---|---|---|---|
| Standardowe gniazdo | Połączenia o tej samej średnicy | Kompaktowa konstrukcja | Ogólne przedłużenia rur |
| Redukcja | Przejścia średnic | Dwa różne rozmiary gniazd | Redukcja linii oddziałów |
| Gwintowane | Połączenia sprzętu | Wkładka z gwintem metalowym | Interfejsy zaworów i armatury |
| Naprawa | Wymiana uszkodzonej sekcji | Zwiększona głębokość gniazda | Naprawa przestrzeni zamkniętych |
Prawidłowe techniki montażu łączników PPR
Prawidłowe procedury instalacyjne mają kluczowe znaczenie dla uzyskania niezawodnych, szczelnych połączeń, które utrzymują pełną wydajność systemu:
Przygotowanie przed instalacją
Przed rozpoczęciem spawania należy sprawdzić, czy rury i złączki odpowiadają sobie pod względem średnicy i ciśnienia. Przytnij rury prostopadle za pomocą dedykowanych obcinaków do rur PPR, aby zapewnić prostopadłe końce bez deformacji. Oznacz głębokość osadzenia na końcach rur, używając łącznika jako wskazówki — typowy zakres głębokości osadzenia wynosi od 14 mm dla rur 20 mm do 40 mm dla rur 110 mm . Dokładnie oczyść i wysusz oba końce rur i kielichy złączy, usuwając wszelki brud, wilgoć lub olej, który mógłby pogorszyć jakość zgrzewania.

Proces spawania
Rozgrzej narzędzie do zgrzewania do określonej temperatury 260°C i zazwyczaj poczekaj na odpowiedni czas nagrzewania 10-15 minut dla niezawodnej stabilności temperatury . Jednocześnie wsunąć koniec rury w trzpień grzejny i kielich łączący w matrycę grzejną. Podczas ogrzewania należy stosować umiarkowane ciśnienie, bez użycia siły — nadmierne ciśnienie może odkształcić ściankę rury. Czas nagrzewania musi dokładnie odpowiadać specyfikacji średnicy rury:
- Średnica 20 mm: 5 sekund nagrzewania, 4 sekundy łączenia, 2 minuty chłodzenia
- Średnica 25 mm: 7 sekund nagrzewania, 4 sekundy łączenia, 2 minuty chłodzenia
- Średnica 32 mm: 8 sekund nagrzewania, 6 sekund łączenia, 4 minuty chłodzenia
- Średnica 40 mm: 12 sekund nagrzewania, 6 sekund łączenia, 4 minuty chłodzenia
- Średnica 50 mm: 18 sekund nagrzewania, 6 sekund łączenia, 4 minuty chłodzenia
Łączenie i chłodzenie
Po nagrzaniu zdjąć obydwa elementy z narzędzia i natychmiast jednym, płynnym ruchem wsunąć rurę w kielich, aż do osiągnięcia zaznaczonej głębokości wsunięcia. Utrzymuj złącze mocno w pozycji, bez skręcania i regulacji – każdy ruch podczas początkowej fazy chłodzenia naruszy integralność stawu. Na obwodzie złącza powinna utworzyć się niewielka kropla stopionego materiału, wskazując prawidłowe stopienie. Utrzymuj złącze w ustalonej pozycji przez cały okres chłodzenia, zanim dopuścisz do jakichkolwiek naprężeń lub ruchów. Połączenia poddane obciążeniom przed wystąpieniem odpowiedniego schłodzenia wskaźnik awaryjności do 40% wyższy niż odpowiednio chłodzone połączenia.
Weryfikacja jakości
Sprawdź gotowe złącza pod kątem jednolitych ściegów topionych na całym obwodzie, co wskazuje na równomierne nagrzewanie i wkładanie. Rurę należy wsunąć na zaznaczoną głębokość bez szczelin przy kołnierzu złączki. Sprawdź wyrównanie — rury powinny przechodzić przez złączkę w linii prostej, bez widocznych kątów i przesunięć. Prawidłowo wykonane złącza nie wykazują wybielania naprężeniowego, deformacji ani niepełnych obszarów stopienia. Profesjonalni instalatorzy utrzymują współczynnik defektów poniżej 1% przy przestrzeganiu odpowiednich procedur .
Specyfikacje techniczne i standardy wydajności
Aby zapewnić niezawodność i bezpieczeństwo systemu, złącza PPR muszą spełniać rygorystyczne wymagania techniczne:
Wymagania dotyczące dokładności wymiarowej
Wewnętrzne średnice kielichów muszą utrzymywać dokładne tolerancje, aby zapewnić prawidłowe połączenie bez przerw i nadmiernego przemieszczenia materiału. Normy produkcyjne określają tolerancje ±0,2 mm dla rur o średnicy do 63 mm i ±0,3 mm dla większych rozmiarów . Grubość ścianki korpusu złącza musi być równa lub większa od grubości ścianki rury, aby zapobiec słabym punktom w systemie. Głębokość gniazda musi zapewniać odpowiednią powierzchnię wtopienia przy zachowaniu rozsądnej długości łącznika dla praktycznej instalacji.
Wydajność ciśnienia i temperatury
Złącza PPR mają tę samą klasyfikację ciśnieniową, co rury, które łączą. Złącze PN20 stosowane z rurą PN20 zachowuje swoje właściwości Ciśnienie robocze 2,0 MPa w temperaturze 20°C i 1,0 MPa w temperaturze 70°C . Materiał łącznika musi wykazywać identyczną charakterystykę rozszerzalności cieplnej jak rura, ze współczynnikiem 0,15 mm/m·K, zapewniającym, że naprężenia termiczne nie skupiają się na złączach. Prawidłowo zamontowane złącza wytrzymują próbę ciśnieniową do 1,5-krotności znamionowego ciśnienia roboczego bez wycieków i deformacji.
Standardy jakości materiałów
W złączach wysokiej jakości zastosowano kopolimer statystyczny typu 3 (PPR), spełniający specyfikacje ISO 15874. Materiał musi wykazywać minimalną wytrzymałość na rozciąganie wynoszącą 25 MPa i zachowywać elastyczność w niskich temperaturach bez pękania. Produkcja materiałów pierwotnych zapewnia spójne właściwości, podczas gdy materiały pochodzące z recyklingu mogą powodować różnice, które pogarszają wydajność. Renomowani producenci oznaczają każde złącze rozmiarem, ciśnieniem znamionowym, datą produkcji i informacjami o zgodności ze standardami. Sugeruje to brak wyraźnych oznaczeń produkty niespełniające standardów, których wskaźnik awaryjności jest 3–5 razy wyższy niż certyfikowane komponenty.
Weryfikacja odporności chemicznej
Złącza PPR muszą być odporne na degradację pod wpływem chlorowanej wody, zmian pH i cyklicznych zmian temperatury. Protokoły badań poddają sprzęgła warunkom przyspieszonego starzenia, w tym ciągłemu działaniu wody o temperaturze 95°C przez 1000 godzin, a następnie próbom ciśnieniowym w celu sprawdzenia zachowania właściwości mechanicznych. Pokazują wysokiej jakości komponenty mniej niż 10% redukcji wytrzymałości po przyspieszonym starzeniu odpowiadającym 50 latom pracy.
Typowe błędy instalacyjne i zapobieganie
Zrozumienie częstych błędów instalacji pomaga zapobiegać awariom systemu i kosztownym naprawom:
Niewystarczające lub nadmierne ogrzewanie
Nieodpowiedni czas ogrzewania uniemożliwia prawidłową fuzję molekularną, tworząc słabe połączenia, które mogą przeciekać natychmiast lub z czasem powodować powolne wycieki. I odwrotnie, nadmierne ogrzewanie degraduje strukturę polimeru, zmniejszając wytrzymałość i tworząc ponadwymiarowe perełki stapiające, które częściowo utrudniają przepływ. Badania terenowe na to wskazują odchylenia czasowe przekraczające ±2 sekundy od specyfikacji zwiększają ryzyko awarii o 60% . Użyj timerów lub postępuj zgodnie ze standardowymi harmonogramami ogrzewania, aby zachować spójność we wszystkich połączeniach.
Zanieczyszczone powierzchnie fuzyjne
Brud, wilgoć, olej lub utlenienie na końcach rur lub kielichach złączy zakłócają wiązanie molekularne. Nawet niewielkie ilości zanieczyszczeń tworzą słabe strefy skupiające stres. Usuń zewnętrzną warstwę z końców rur za pomocą ostrza, a przed zgrzaniem wyczyść kielichy złączy alkoholem izopropylowym. Noszenie rękawiczek zapobiega zanieczyszczeniu powierzchni olejami skórnymi. Awarie związane z zanieczyszczeniem zwykle objawiają się jako nieszczelności otworkowe pojawiające się 6-18 miesięcy po montażu gdy cykle termiczne obciążają naruszone wiązanie.
Niepełna głębokość włożenia
Niewłożenie rur całkowicie do kołnierza kielicha zmniejsza obszar wtopienia i tworzy punkty koncentracji naprężeń. Przed podgrzaniem wyraźnie zaznacz prawidłową głębokość wsunięcia na końcach rur i sprawdź całkowite wsunięcie natychmiast po połączeniu, gdy materiał pozostaje widoczny. Niepełne osadzenie zmniejsza wytrzymałość złącza nawet o 50% i znacznie zwiększa prawdopodobieństwo awarii w przypadku skoków ciśnienia lub uderzeń hydraulicznych.
Ruch podczas chłodzenia
Obracanie, zginanie lub naprężanie złączy przed odpowiednim schłodzeniem uniemożliwia prawidłową krystalizację strefy wtopienia. Nawet niewielkie ruchy zagrażają integralności wiązania. Należy odpowiednio podeprzeć rury w okresach chłodzenia i zaplanować sekwencję montażu, aby uniknąć prac w pobliżu niedawno ukończonych połączeń. W zimnym otoczeniu należy wydłużyć czas chłodzenia zależny od temperatury – wymagają tego instalacje o temperaturze otoczenia poniżej 5°C O 50% dłuższe okresy chłodzenia aby uzyskać równoważną siłę.
Niedopasowane komponenty
Łączenie złączy i rur o różnych wartościach ciśnienia tworzy słabe punkty systemu. Złącze PN16 w systemie PN20 nie jest w stanie bezpiecznie wytrzymać pełnego ciśnienia w systemie. Podobnie, stosowanie zbyt dużych lub zbyt małych złączek uniemożliwia prawidłowe połączenie lub powoduje nadmierne naprężenia. Przed instalacją sprawdź zgodność komponentów, upewniając się, że wszystkie elementy mają tę samą klasę ciśnieniową i średnicę nominalną.
Kryteria wyboru dla różnych zastosowań
Wybór odpowiednich złączek PPR zależy od konkretnych wymagań systemu i warunków montażu:
Instalacje ciepłej i zimnej wody w budynkach mieszkalnych
W standardowych instalacjach mieszkaniowych zazwyczaj wykorzystuje się złącza PN20 zarówno do dystrybucji ciepłej, jak i zimnej wody. Zapewniają one odpowiedni margines bezpieczeństwa dla typowego ciśnienia wody miejskiej wynoszącego 0,3–0,6 MPa, a jednocześnie wytrzymują sporadyczne skoki ciśnienia. Systemy ciepłej wody pracujące w temperaturze 60-70°C korzystają z zaworów PN20 Ciśnienie znamionowe 1,0 MPa przy 70°C , zapewniając długoterminową niezawodność. Tylko w przypadku przewodów zimnej wody złącza PN16 oferują oszczędności bez poświęcania bezpieczeństwa.
Zastosowania ogrzewania podłogowego
Systemy ogrzewania podłogowego wymagają mniejszej liczby złączek ze względu na ciągłe przebiegi rur, ale połączenia na rozdzielaczach i interfejsach urządzeń pozostają krytyczne. Aby zapobiec korozji systemu, należy wybrać łączniki o właściwościach barierowych dla tlenu odpowiadających specyfikacji rury. Temperatury pracy 40-55°C pozwalają w większości przypadków na zastosowanie złączek PN16, choć PN20 zapewnia dodatkowy margines bezpieczeństwa. Złączki gwintowane ułatwiają podłączenie do rozdzielaczy i urządzeń kotłowych.
Systemy komercyjne i wysokociśnieniowe
Budynki wielopiętrowe lub systemy z pompami wspomagającymi mogą podlegać ciśnieniu przekraczającym 1,0 MPa, co wymaga złączy PN25 o parametrach znamionowych 2,5 MPa w temperaturze 20°C . Zastosowania przemysłowe z obiegiem gorącej wody o temperaturze 80-90°C również korzystają z możliwości obniżania wartości znamionowych PN25 w wyższych temperaturach. Zwiększona grubość ścianek komponentów PN25 zwiększa minimalne koszty, zapewniając jednocześnie znaczny margines bezpieczeństwa ciśnieniowego.
Instalacje zewnętrzne i odsłonięte
Łączniki stosowane na zewnątrz wymagają preparatów odpornych na promieniowanie UV, aby zapobiec degradacji pod wpływem światła słonecznego. Standardowy PPR do zastosowań wewnętrznych żółknie i staje się kruchy po długotrwałej ekspozycji na promieniowanie UV, po czym utrata wytrzymałości staje się znacząca 6-12 miesięcy bezpośredniego światła słonecznego . Złącza odporne na promieniowanie UV zawierają sadzę lub inhibitory UV, zachowując właściwości przez 10 lat w warunkach zewnętrznych. W przypadku instalacji pod ziemią standardowe złącza działają odpowiednio, ponieważ gleba zapewnia ochronę przed promieniowaniem UV.
| Typ aplikacji | Zalecana ocena | Warunki pracy | Szczególne uwagi |
|---|---|---|---|
| Zimna woda mieszkalna | PN16 | 20°C, 0,3-0,6 MPa | Ekonomiczny wybór |
| Ciepła woda do użytku domowego | PN20 | 60-70°C, 0,4-0,8 MPa | Standardowa rekomendacja |
| Ogrzewanie podłogowe | PN16-PN20 | 40-55°C, 0,3-0,5 MPa | Wymagana bariera tlenowa |
| Komercyjne wysokie ciśnienie | PN25 | Zmienna temperatura, >1,0 MPa | Maksymalny margines bezpieczeństwa |
| Wystawiony na zewnątrz | PN16-PN20 | Zmienna, ekspozycja na promieniowanie UV | Formuła stabilizowana promieniami UV |
Ocena jakości i weryfikacja produktu
Odróżnienie wysokiej jakości sprzęgieł PPR od produktów gorszej jakości chroni integralność systemu i zapobiega przedwczesnym awariom:
Kryteria kontroli wizualnej
Zbadaj powierzchnie łączące pod kątem gładkości i jednorodności. Wysokiej jakości złącza charakteryzują się jednolitym kolorem, bez smug, plam i przebarwień. Wnętrza gniazd powinny być czyste i gładkie, bez nierówności i widocznych zanieczyszczeń. Grubość ścianki musi być jednakowa na całym obwodzie – odchylenia mogą przekraczać 0,3 mm wskazuje na słabą kontrolę produkcji . Sprawdź, czy oznaczenia są kompletne i czytelne, w tym dane identyfikacyjne producenta, rozmiar, ciśnienie znamionowe i data produkcji.
Metody weryfikacji materiału
Oryginalny materiał PPR charakteryzuje się specyficznymi właściwościami fizycznymi. Materiał powinien sprawiać wrażenie gęstego i solidnego, a nie pustego lub lekkiego. Zginanie złącza powinno wykazywać sprężystość, bez pęknięć i trwałych odkształceń. Wysokiej jakości PPR po zgięciu powraca do swojego pierwotnego kształtu, podczas gdy materiały gorszej jakości mogą wykazywać wybielanie pod wpływem naprężeń lub pozostać zdeformowane. Badanie twardości powierzchni za pomocą twardościomierza powinno dać odczyty 60-70 Shore D dla autentycznego PPR , podczas gdy bardziej miękkie materiały sugerują zawartość materiałów pochodzących z recyklingu lub gorsze polimery.
Certyfikacja i zgodność z normami
Renomowani producenci dostarczają dokumentację niezależnych testów i certyfikacji. Szukaj zgodności z normami ISO 15874, EN 15874 lub równoważnymi normami krajowymi. Certyfikaty uznanych organów, takich jak NSF, DVGW czy WRAS, wskazują, że produkty przeszły rygorystyczne testy pod kątem bezpieczeństwa i wydajności. Poproś o raporty z testów przedstawiające wyniki odporności na ciśnienie, cykle termiczne i odporność chemiczną. Należy unikać produktów nieposiadających odpowiedniego certyfikatu lub dokumentacji, niezależnie od przewagi cenowej, jak np niecertyfikowane okucia wykazują wskaźnik awaryjności o 400-500% wyższy niż certyfikowane komponenty.
Ocena pakowania i przechowywania
Producenci wysokiej jakości pakują złącza w szczelne torby lub pudełka, które chronią przed zanieczyszczeniem i promieniowaniem UV podczas przechowywania. Opakowanie indywidualne lub zorganizowane opakowanie zbiorcze wskazuje na dbałość o kontrolę jakości. Luźne, nieopakowane złączki mogły zgromadzić brud lub ulec uszkodzeniu podczas manipulacji. Sprawdź warunki przechowywania — złącza PPR przechowywane w bezpośrednim świetle słonecznym lub ekstremalnych temperaturach mogły ulec degradacji przed montażem. Produkty prawidłowo przechowywane w klimatyzowanych magazynach zachowują pełną specyfikację przez czas nieokreślony.
Względy kosztów i analiza ekonomiczna
Zrozumienie kosztów łączenia PPR pomaga zoptymalizować budżety projektów przy jednoczesnym zachowaniu standardów jakości:
Struktura cen materiałów
Standardowe złącza gniazdowe stanowią stosunkowo niewielkie wydatki w całkowitym koszcie systemu. Typowe ceny wahają się od 0,50–1,50 USD za złącza 20 mm do 3,00–8,00 USD za rozmiary 50 mm , różniące się w zależności od ciśnienia znamionowego i producenta. Złącza redukcyjne kosztują około 30-50% więcej niż złącza standardowe ze względu na większą złożoność materiału i produkcji. Złącza gwintowane z wkładkami mosiężnymi osiągają ceny wyższe, wynoszące 3-5 razy standardowe koszty złączy ze względu na komponenty metalowe i wymagania montażowe.
Ekonomika pracy przy instalacji
Chociaż koszty materiałów łączących są skromne, większy składnik kosztów stanowią prace instalacyjne. Doświadczeni instalatorzy wykonują złącza sprzęgające z prędkością 15-25 połączeń na godzinę, w zależności od rozmiaru rury i dostępności . Wydajność ta przekłada się na koszty pracy w wysokości około 2–5 dolarów na osobę w przypadku prac mieszkaniowych. Minimalizacja liczby połączeń poprzez staranne zaprojektowanie systemu zmniejsza zarówno koszty materiałów, jak i robocizny. Stosowanie złączek redukcyjnych zamiast oddzielnych reduktorów i dodatkowych złączy pozwala zaoszczędzić około 8–12 USD na punkt przejściowy, po uwzględnieniu robocizny.
Porównanie kosztów cyklu życia
Wysokiej jakości złącza PPR zainstalowane prawidłowo nie wymagają konserwacji i zapewniają 50 lat żywotności. Ta trwałość eliminuje koszty wymiany, które wpływają na połączenia mechaniczne, złączki zaciskowe lub połączenia lutowane. Trwały charakter zgrzewania zapobiega wyciekom powodującym szkody spowodowane przez wodę – najkosztowniejszą konsekwencję awarii instalacji wodno-kanalizacyjnej. Świadczą o tym statystyki branży ubezpieczeniowej prawidłowo zainstalowane systemy PPR wykazują współczynnik nieszczelności niższy o 85%. niż gwintowane systemy metalowe w okresie 20 lat, co przekłada się na znaczne oszczędności w kosztach napraw i zapobieganiu szkodom spowodowanym przez wodę.

Kompromisy jakości i ceny
Sprzęgła premium uznanych producentów kosztują o 20–40% więcej niż marki ekonomiczne, ale oferują znacznie większą niezawodność. Przyrostowa różnica w kosztach wynosi zaledwie 50–150 USD za cały system mieszkaniowy, a mimo to różnica w wydajności może być znacząca. W łącznikach niedrogich często stosuje się materiały pochodzące z recyklingu, niewłaściwą kontrolę jakości lub niespełniające norm wymiary, które zagrażają integralności złącza. Zgłaszają to profesjonalni instalatorzy zwroty gwarancji na produkty premium spadają poniżej 0,1% w porównaniu z 2–5% w przypadku marek ekonomicznych, co pokazuje, że niewielka dodatkowa inwestycja zapewnia znaczną poprawę niezawodności.
Rozwiązywanie problemów i rozwiązania naprawcze
Rozwiązanie problemów związanych ze sprzęganiem wymaga zrozumienia typowych trybów awarii i odpowiednich technik naprawczych:
Identyfikacja uszkodzonych połączeń
Awarie połączeń sprzęgających zwykle objawiają się powolnym kapaniem lub płaczem, a nie katastrofalnymi pęknięciami. Podejrzane złącza wykazują nagromadzenie wilgoci, zacieki lub osady mineralne w miejscu łączenia. Podczas prób ciśnieniowych uszkodzone złącza wykazują spadki ciśnienia lub widoczne wycieki wody. Niekompletne połączenie często objawia się szczelinami pomiędzy końcem rury a kołnierzem złączki lub asymetrycznymi zgrubieniami na obwodzie złącza. Wybielone pod wpływem stresu obszary w pobliżu stawów wskazują na przeciążenie lub ruch podczas chłodzenia.
Procedury naprawy
Uszkodzonych połączeń sprzęgających nie można naprawić na miejscu – wymagany jest całkowity demontaż i wymiana. Wytnij uszkodzoną złączkę i krótki odcinek rury z każdej strony, upewniając się, że nacięcia są co najmniej 100 mm od starych stref zgrzewania aby uniknąć materiału poddanego działaniu ciepła. Aby ponownie podłączyć system, należy użyć złącza naprawczego lub dwóch standardowych złączek z pośrednim odcinkiem rury. Jeżeli przestrzeń jest ograniczona i obrót rury jest niemożliwy, złączki naprawcze z wydłużonymi kielichami lub konstrukcjami przesuwnymi umożliwiają połączenie z rurami stałymi. Przed napełnieniem naprawionych sekcji ciśnieniem należy zapewnić odpowiedni czas chłodzenia.
Protokoły inspekcji zapobiegawczych
W przypadku instalacji krytycznych lub przed ukryciem rur w ścianach lub podłogach należy przeprowadzić dokładne oględziny wszystkich połączeń łączników. Sprawdź spójność ściegów fuzyjnych, prawidłową głębokość wprowadzenia i wyrównanie. Wykonaj próbę ciśnieniową całego systemu przy 1,5-krotnym ciśnieniu roboczym przez co najmniej 1 godzinę, monitorując spadek ciśnienia. Długoterminowy monitoring powinien obejmować okresową kontrolę dostępnych połączeń, szczególnie w obszarach narażonych na wibracje, cykle termiczne lub naprężenia mechaniczne. Wczesne wykrycie pękających spoin umożliwia naprawę przed wystąpieniem znaczących szkód spowodowanych przez wodę.